High-precision components engineered for industrial reliability and electrical safety.
The global demand for Mistake Proof Voltage Detectors has seen an unprecedented surge as industries transition towards Industry 4.0 and smart grid infrastructures. In the modern industrial era, "Mistake Proofing" (Poka-Yoke) is no longer just a manufacturing philosophy but a critical safety requirement for electrical systems. From high-voltage substations in Europe to renewable energy farms in North America, the need for reliable, fail-safe voltage detection is paramount to prevent catastrophic equipment failure and ensure personnel safety.
Current market trends indicate a shift toward miniaturization and IoT integration. Modern voltage detectors are now expected to provide real-time data analytics, remote monitoring capabilities, and extreme accuracy under harsh environmental conditions. As a leading China factory, we are at the forefront of this evolution, integrating advanced magnetic materials and digital sensing technologies into our core product line.
Supporting the global transition to intelligent power distribution with high-accuracy potential transformers and sensors.
Tailored solutions for EV charging stations and solar inverters, ensuring stable voltage monitoring in DC/AC environments.
Implementing "Mistake Proof" designs that eliminate human error during installation and operation phases.
Fujian Smrtr Technology Co., Ltd. Zentar®, founded in 1993, stands as a premier global manufacturer of magnetic components dedicated to electrical safety and power measurement. With our primary operating facilities located in the strategic hub of Xiamen, we employ a dedicated workforce of approximately 410 professionals.
Our core expertise lies in the consulting, design, and manufacturing of current transformers, RCD fused connection units, and wireless energy monitors. We are not just a supplier; we are a solution provider led by industry professors and a team of 20 senior engineers who continuously push the boundaries of electrical safety technology.
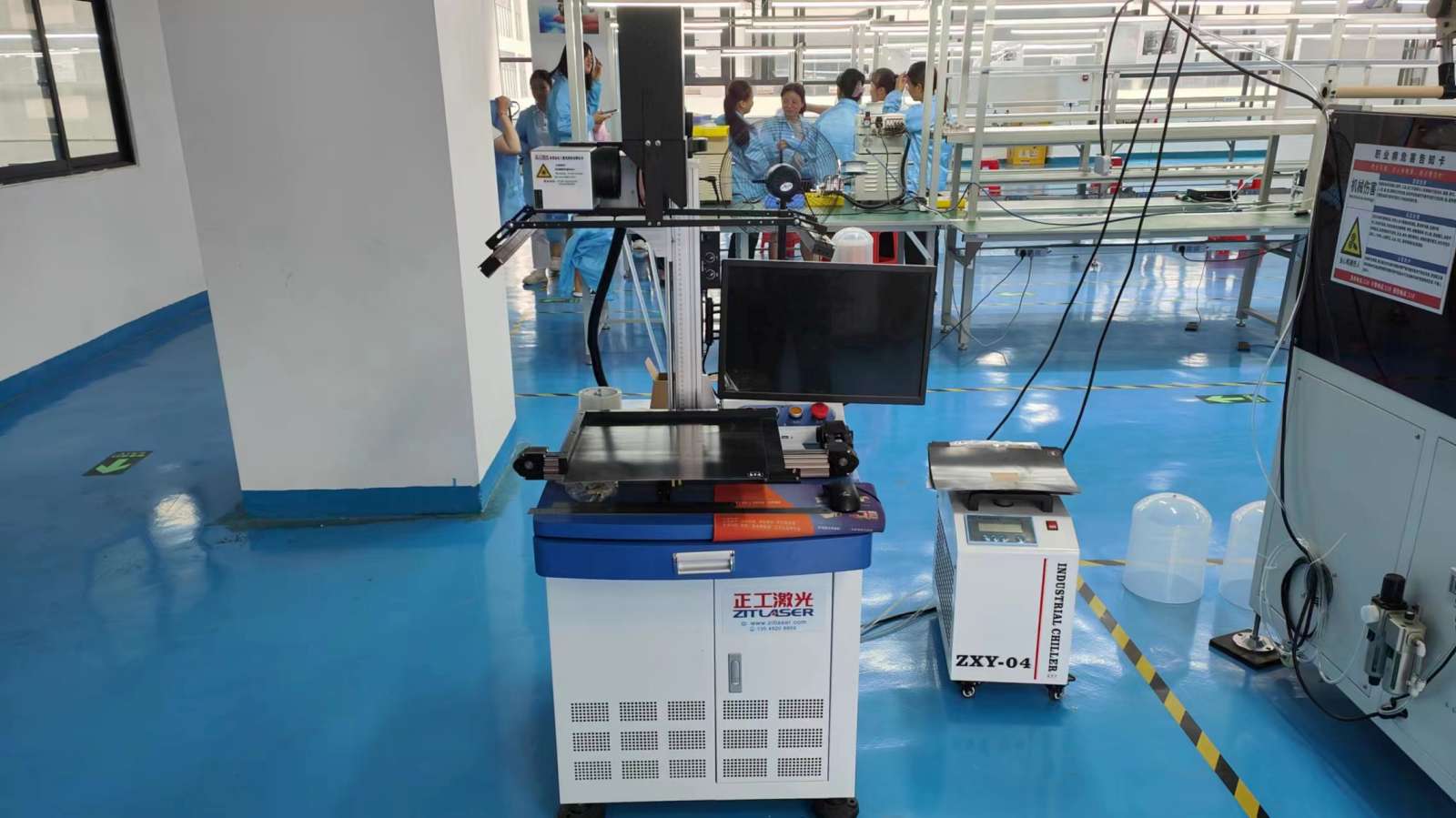
Our commitment to quality is backed by ISO9001 (since 2002) and IATF 16949 certifications, ensuring that every product leaving our 40,000-square-meter workshop meets the rigorous demands of international markets.

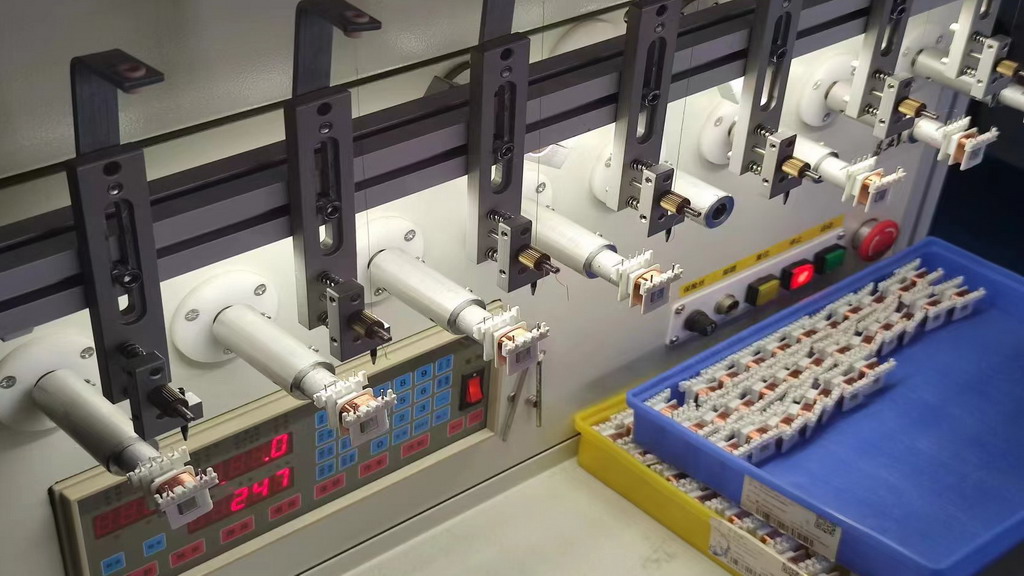
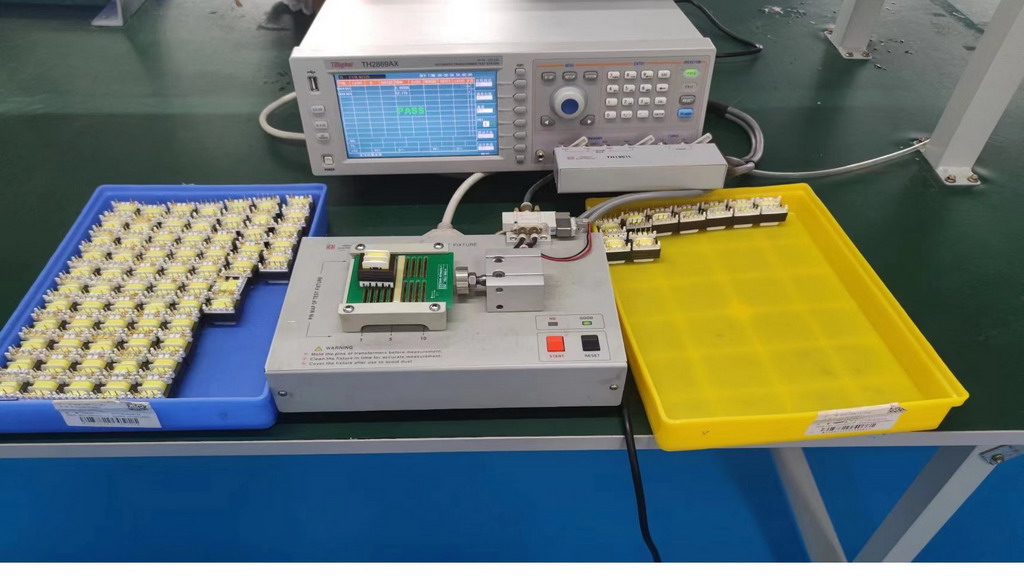
Our state-of-the-art production line ensures every mistake-proof voltage detector is built to perfection.








Global procurement teams from the US, Germany, Japan, and Brazil prioritize three factors: Compliance, Reliability, and Scalability. Our products are designed to meet IEC and CE standards, making them suitable for diverse localized application scenarios:
As a China-based factory, we offer the unique advantage of short lead times and customized R&D. With our ERP system introduced in 2008, we manage complex supply chains to ensure that even large-scale orders of 50 million components per year are delivered with uncompromising quality.
Explore our full range of high-voltage and safety components.















