




1 / 5
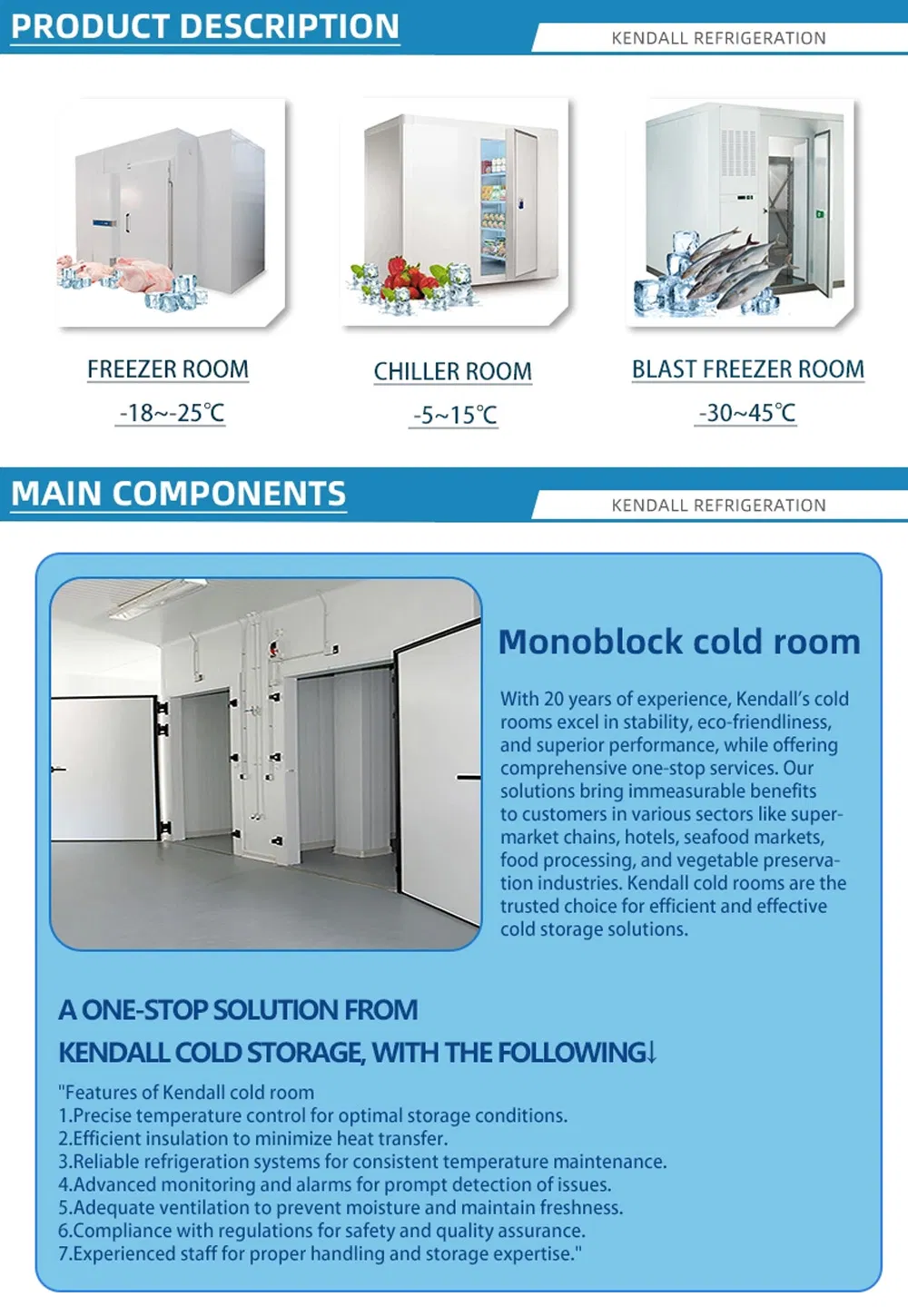
With two decades of expertise, our solutions stand out in the field of cold rooms due to their exceptional stability, eco-friendly approach, and high-performance capabilities. We provide comprehensive one-stop services. Our solutions deliver invaluable advantages to clients across diverse industries such as supermarket chains, hotels, seafood markets, food processing, and vegetable preservation. When it comes to efficient and effective cold storage solutions, our cold rooms are the preferred and trusted option.
| Product Name | Cold Room Storage |
| Voltage | 220~240V, 380~420V, 440~460V |
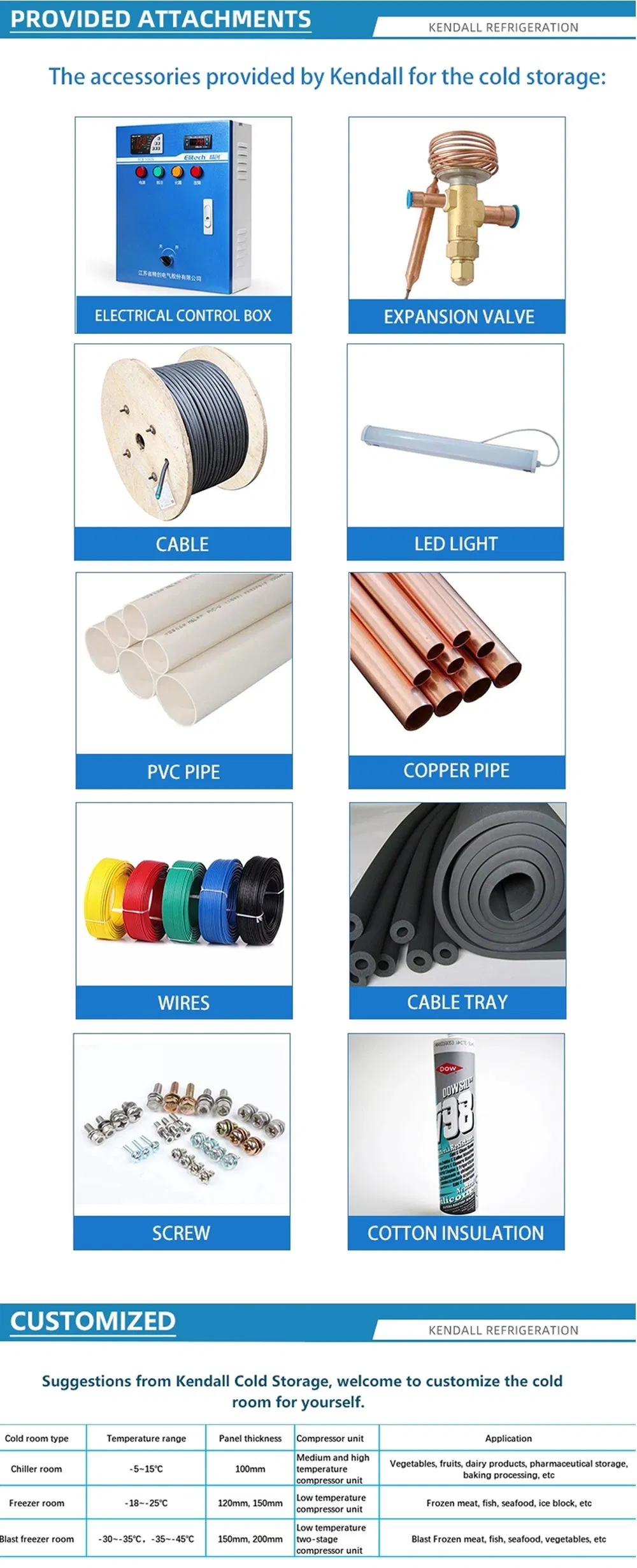
| PU Panel Thickness | 75mm/100mm/120mm/150mm/200mm |
| Evaporator | Air Cooler, Aluminium Pipe |
| Compressor Brand | Copeland, Bitzer, Fusheng, Hanbell, etc. |
| Temperature Range | High, Medium and Low Temperature |
| Application Function | Storage of fruit, vegetable, meat, seafood, medicine, chemical, ice; Food processing; Quick-freezing |
A cold room comprises an insulation structure (PIR/PUR panels or PUR spray foam), compressor condensing units, evaporators equipped with thermal expansion valves, and various other refrigeration parts. The temperature inside the cold room is determined by the specific application requirements, while its size is tailored to meet storage needs and available space. We customize the design based on factors such as size, temperature range, and products stored.






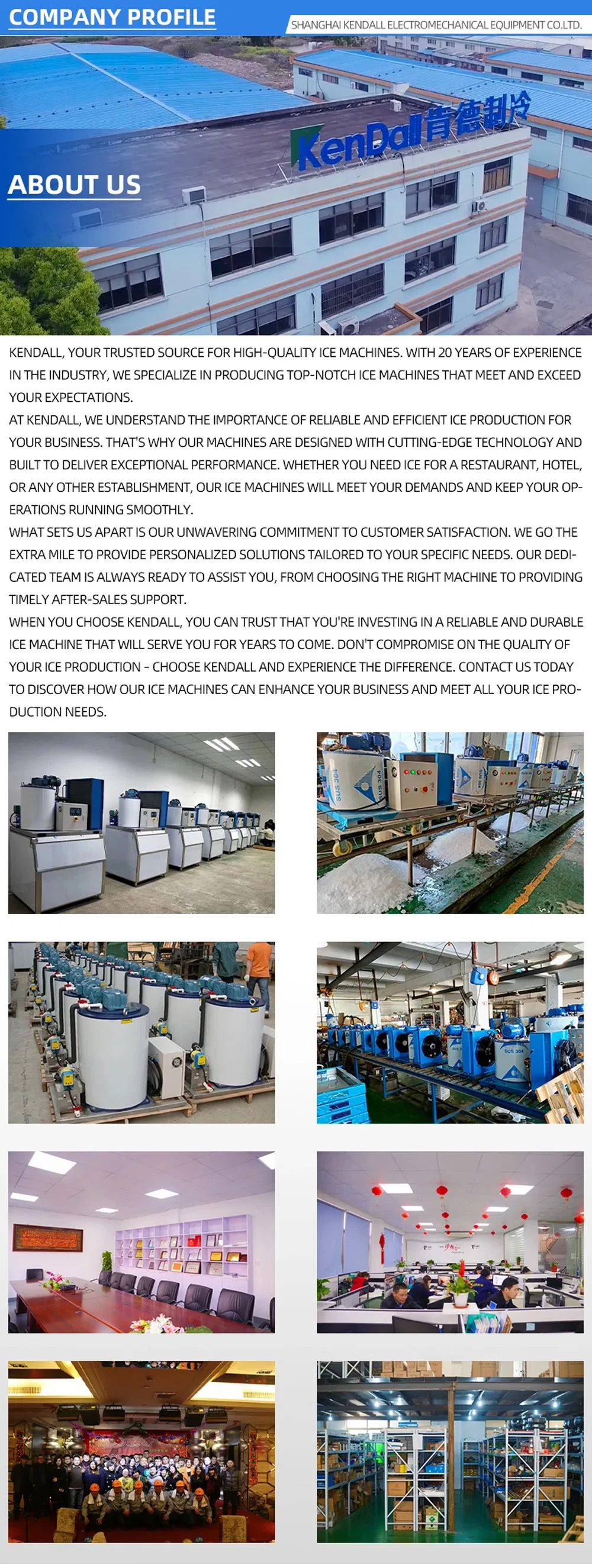
As a one-stop customized cold storage solutions provider with 20 years of expertise in manufacturing, we are a leading company dedicated to offering tailored solutions for your needs. We pride ourselves on delivering excellence and innovation, serving industries such as food, pharmaceuticals, logistics, and research with efficient and reliable cold storage solutions. Whether it's food preservation, pharmaceutical storage, or cold chain logistics, we have you covered.

Backed by a professional team and cutting-edge equipment, we ensure that each project undergoes meticulous design, manufacturing, and installation processes. We prioritize customer satisfaction, providing exceptional quality and personalized service at every step. We aim to provide comprehensive temperature control to make food and medicine safer and create comfortable environments through intelligent energy manufacturing and supply chain management.









