Top-notch quality IBC Accessory from Leading IBC Player
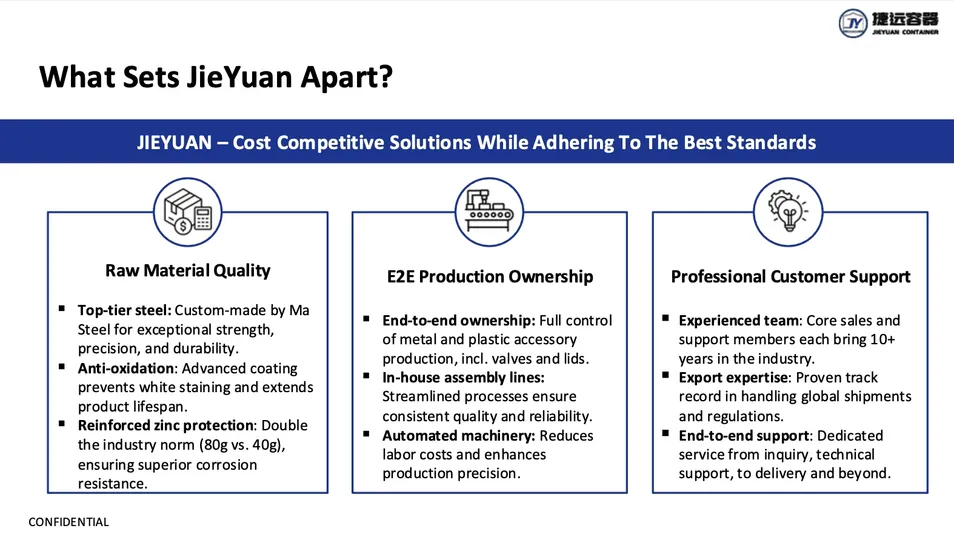
We are committed to delivering world-class IBC solutions that combine durability, safety, and cost efficiency. Our 1000L Intermediate Bulk Container (IBC) components are designed and manufactured to meet UN standards (UN 31HA1), ensuring reliable performance for even the most demanding applications.
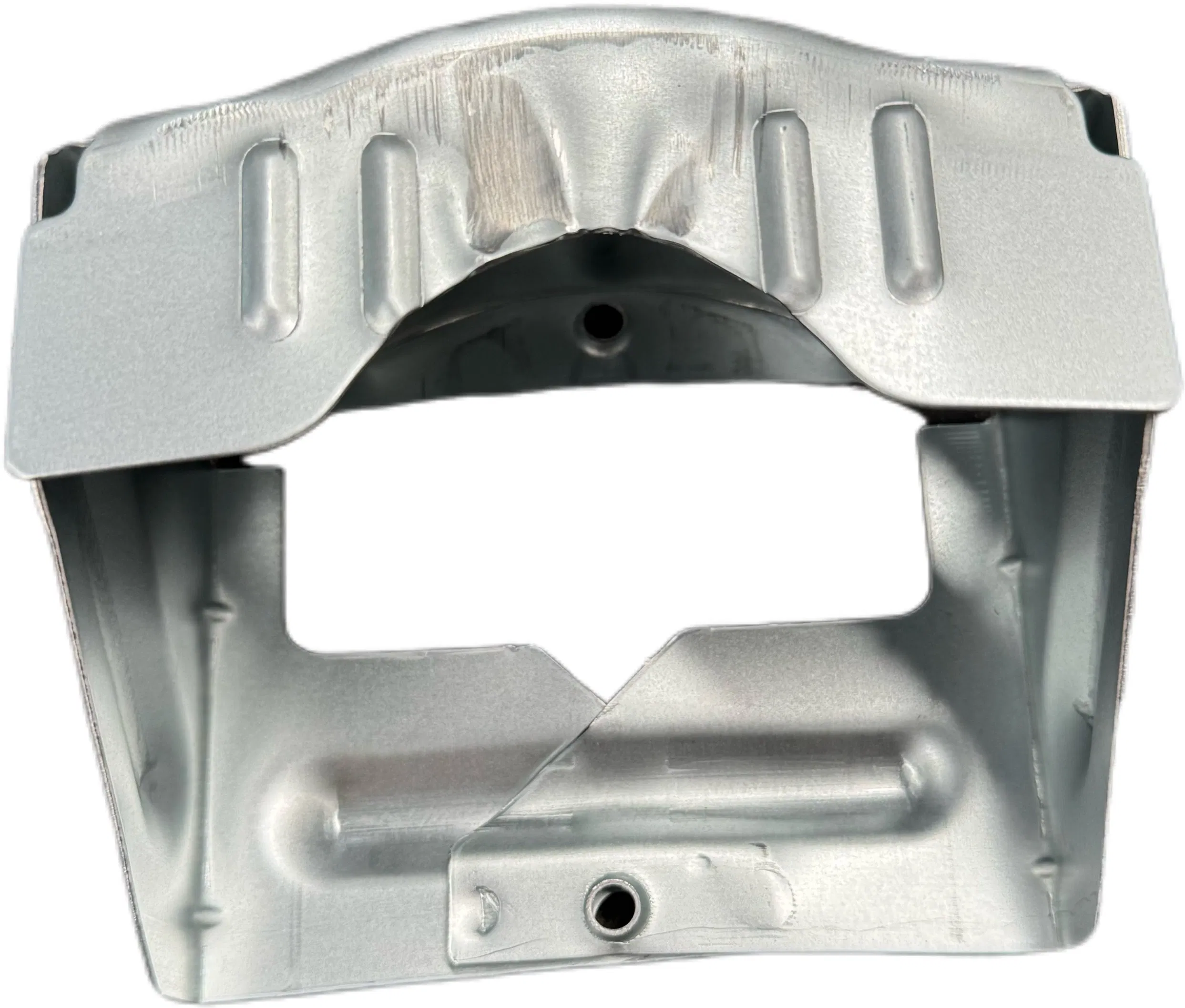
Crafted from high-strength galvanized steel, the IBC Middle Corner provides essential structural reinforcement for the outer cage. Each piece is precision-stamped and welded to ensure a perfect fit and reliable performance under heavy load conditions.
The thick zinc coating offers superior corrosion resistance, extending the lifespan of the IBC even in harsh industrial environments. Designed for seamless integration with standard 1000L IBC cages, this middle corner enhances frame stability and prevents deformation during stacking and transport.
Key Features
Premium galvanized steel with ≥80g zinc coating
High-precision forming and consistent dimensions
Enhanced load-bearing and impact resistance
Compatible with all standard IBC cage assemblies
Ideal for OEM & ODM manufacturing applications
Length
138 mm
Width
121 mm
Height
85 mm
Steel Thickness
1.4 mm
Weight
0.45 kg
Material
Galvanized steel (custom-coated for corrosion resistance)
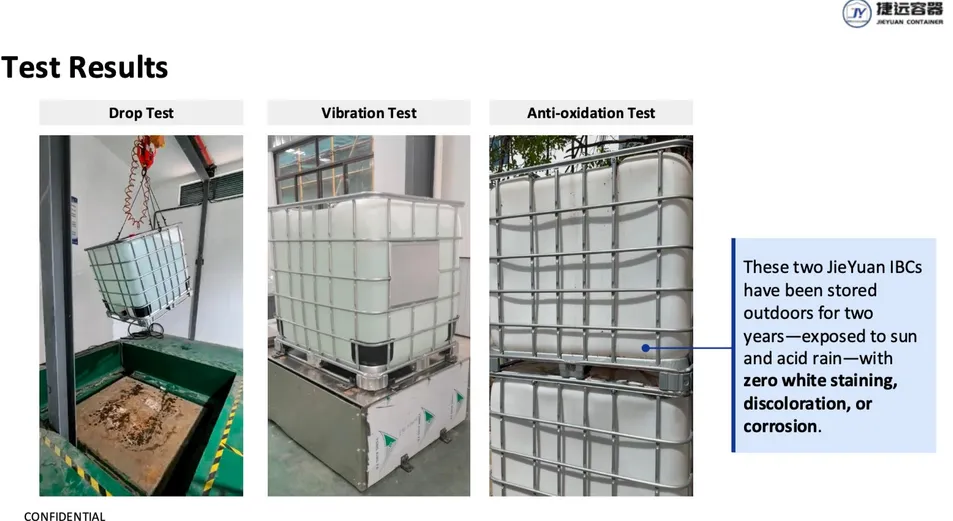
Rigorous testing is conducted to ensure maximum safety and long-term reliability:
Drop Test: Containers withstand high-impact drops without leakage.
Vibration Test: Simulated transport vibrations confirm cage stability and liquid protection.
Anti-oxidation Test: IBCs stored outdoors for two years under sun and acid rain showed no staining or corrosion.
Production & Facility
Professional Manufacturing
Founded in 1994, we are a leading manufacturer of IBCs, accessories, and production equipment. With seven production bases and exports to over 50 countries, we are globally recognized for quality and innovation in industrial packaging. Our state-of-the-art facilities produce an annual output exceeding 1.2 million IBC units, serving chemical, food, pharmaceutical, and logistics sectors.
Frequently Asked Questions
What is the standard lead time for orders?
Standard models typically ship within 3 days, while customized units require approximately 7-10 days.
Can I request customized designs or specific accessories?
Absolutely. We support tailored options for size, color, valves, lids, and pallets to meet your specific industrial needs.
What certifications do your IBC products hold?
Our products are UN, ISO9001, and food-grade certified, ensuring they meet rigorous global safety and quality standards.
What is the warranty period for these accessories?
We provide a standard warranty of 12 months for our IBC accessories and components.
What documents are provided for international export?
We provide a full export documentation set, including Commercial Invoice, Packing List, Bill of Lading, and Certificate of Conformity (COC).
Are there options for food-grade or anti-static applications?
Yes, we offer a full range of IBC options including food-grade materials and anti-static configurations for hazardous environments.